


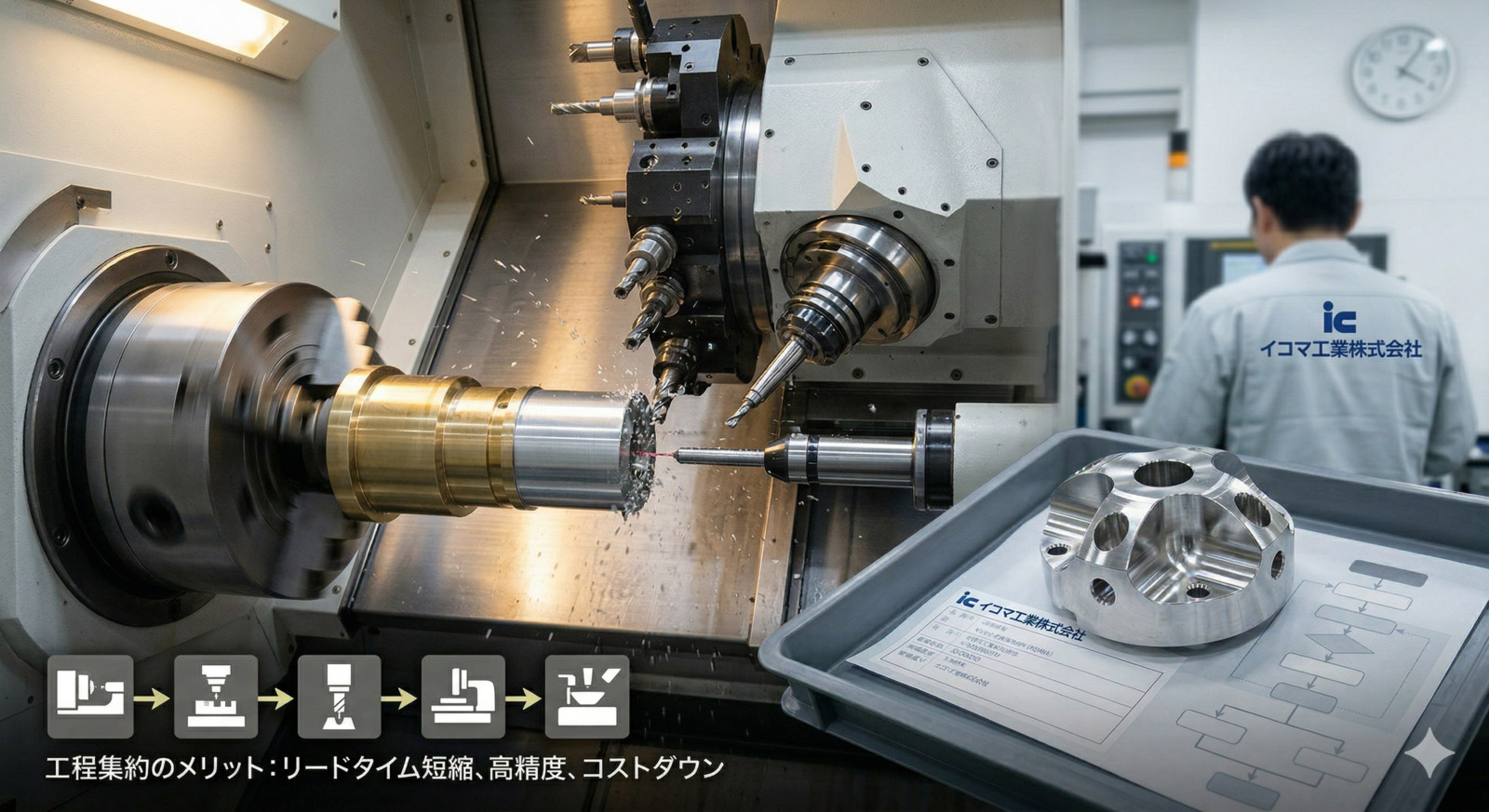
マシニングセンタ・複合加工機でできること|工程集約で精度と納期を両立する考え方
マシニングセンタと複合加工機、どちらを選べば精度と納期、そしてコストダウンに効くのか。金属加工を外注する担当者の多くが、この選定で迷われます。実は、両者の「できること」と工程集約の考え方を押さえるだけで、複合加工のメリットを最大限に活かしながら、ムダな工程や段取りを減らすことができます。結果として、工程集約・コストダウンと高精度・短納期を同時に実現する道が見えてきます。本記事では、マシニングセンタと複合加工機の特徴から、工程集約が精度・納期に与える影響、外注担当者が押さえたい選定ポイントまでを、初心者にもわかりやすく整理して解説します。
Contents
1. マシニングセンタと複合加工機でできることと工程集約で精度と納期を両立する考え方

金属加工を外注するとき、「マシニングセンタと複合加工機は何が違うのか」「どちらに頼むと精度と納期のバランスが良いのか」で迷う担当者は多くいます。特に、少量多品種や試作、ガレージブランド・個人ブランド向けの小物部品では、工程集約・コストダウンをどう実現するかが重要なポイントになります。ここでは、マシニングセンタと複合加工機でできることの違いと、工程集約で複合加工のメリットを引き出しつつ、精度と納期を両立させる考え方を整理します。
1-1. マシニングセンタでできる加工の範囲
マシニングセンタは、主に「フライス加工」「穴あけ加工」「タップ加工」「ポケット加工」など、角物・プレート・ブロック材の加工を得意とします。治具ベースや金型プレート、各種ブラケットなど、平面と側面に複数の穴や輪郭形状がある部品では、マシニングセンタだけで完結できるケースも多くあります。また、最近は3次元形状にも対応できる高機能マシニングセンタが増えており、切削だけでなく、高精度の位置決め穴やポケットを一度の段取りで安定して加工できるのも特長です。
- 角物・プレート材の加工が得意
- 複数の穴あけ・座ぐり・タップを高精度で加工可能
- CAMと組み合わせた3次元形状加工にも対応しやすい
- 治具ベースや金型プレートなどの量産・中量生産に向く
1-2. 複合加工機でできる加工の特徴
複合加工機は「NC旋盤+マシニングセンタ」を一体化したような工作機械です。丸物の旋削加工(外径・内径・端面など)と、ミーリング(フライス)加工・穴あけ加工を一台で完結できるため、丸材から角材形状の治具ホルダーや、小物部品を削り出す用途に強みがあります。特に、治具や金型用のシャフト類、治具ベース一体型のホルダー、丸物と角物が混在した部品では、複合加工メリットである「工程集約」と「芯ズレ低減」が大きく効いてきます。
| 加工内容 | 複合加工機の特徴 |
|---|---|
| 旋削加工 | 外径・内径・端面を一度のチャッキングで高精度に加工 |
| ミーリング加工 | フラット面、キー溝、フランジ、角材削り出しなどを同基準で加工 |
| 穴あけ・タップ | 多軸で角度付き穴やボルト穴も連続加工が可能 |
| 工程集約 | 旋盤工程とフライス工程を一台で完結し、段取りを削減 |
1-3. 工程集約という考え方の基本
工程集約とは、本来であれば「複数の機械」「複数の段取り」で行う加工を、可能な限り一台・少ない段取りでまとめる考え方です。目的は単純で、「ワークの付け替え回数を減らし、基準面を統一することで、精度と再現性を高めつつ、段取り工数を削減する」ことにあります。特に、少量〜中量生産や試作開発では、段取りのたびに段取り時間と測定時間が発生します。複合加工機を使った工程集約は、その段取り工数を大きく減らせるため、結果として工程集約・コストダウンとリードタイム短縮の両方につながります。
1-4. 工程集約が加工精度に与える影響
工程集約は「ズレを減らす」のが最大の狙いです。従来は、NC旋盤で外径・内径を加工し、一度チャックから外した後、マシニングセンタに付け替えてフランジやボルト穴を加工していました。この流れでは、どうしてもチャッキングごとに芯ズレや位置ズレが発生し、同軸度・同心度・ピッチ精度にばらつきが生じます。複合加工機で工程集約を行うことで、一度のチャッキングを基準に、旋削→ミーリング→穴あけを連続して行えます。その結果、
- 同じ基準面・基準軸で全工程を加工できる
- チャッキング回数が減り、芯ズレ・位置ズレの要因が減る
- 同軸度・真円度・ピッチ精度のばらつきが小さくなる
- 治具の平面度・直角度などの再現性が向上する
といった効果が得られ、高精度治具制作や精密部品の製造において、安定した品質を確保しやすくなります。
1-5. 工程集約が納期短縮に効く理由
工程集約は、精度だけでなく納期にも直接効きます。外注担当者の立場から見ると、「旋盤業者→マシニング業者→研削業者」と工程が分かれるほど、手配・搬送・待ち時間が増え、全体リードタイムが長くなります。一方、複合加工機による工程集約では、旋盤とフライス・穴あけを一社で完結しやすく、社内の機械間段取りも最小限で済みます。結果として、
- 外注先・社内手配の件数が減る
- 機械の空き待ちや搬送待ちが少なくなる
- 段取り替え・測定の回数を削減できる
- 試作や急ぎの案件でも短納期で対応しやすい
といったメリットが生まれます。「1〜50個程度の小ロット・短納期」であれば、とくに複合加工のメリットが大きく出やすく、工程集約・コストダウンと納期短縮を両立しやすくなります。
1-6. マシニングセンタと複合加工機の使い分けの考え方
マシニングセンタと複合加工機は、どちらが優れているというより、「得意分野が違う」と考えるのが現実的です。角物・プレート・大物で、穴あけやポケット加工、3D形状が中心ならマシニングセンタが有利です。一方、丸材ベースの部品や、丸物+角物が混在する小物治具、一体型ホルダーなどは、複合加工機による工程集約が適しています。
| ケース | 向いている設備 |
|---|---|
| 大きなプレートに多数の穴・ポケット | マシニングセンタ |
| シャフト+フランジ+ボルト穴の一体品 | 複合加工機 |
| 3D形状の金型キャビ・コア | 3D対応マシニングセンタ+研削 |
| 丸材から角材治具ホルダーを削り出し | 複合加工機 |
こうした使い分けを意識しつつ、「工程集約でどこまで一体加工できるか」を外注先とすり合わせることが、最適なコストと納期を引き出すポイントです。
1-7. 外注担当者が押さえたい選定のポイント
外注担当者がマシニングセンタ・複合加工機のどちらに依頼すべきか判断するときは、「形状」「数量」「公差(精度)」の3点を整理することが重要です。とくに、±0.01mmレベルの同軸度や、平面度・平行度・直角度が厳しい治具の場合、どこまで複合加工機で完結できるか、研削やワイヤーカットを併用するかを見極める必要があります。
- 丸物か角物か、または両方が混在するか
- ロット数量(1個〜50個/50個〜200個など)
- 要求される公差・幾何公差(同軸度・真円度・平面度など)
- 材料(炭素鋼・合金鋼・ステンレス・アルミなど)
- 納期の目安(試作・量産立ち上げ・定期品など)
これらを事前に整理した上で、イコマ工業のような複合加工・マシニングの両方を持つ会社に相談すると、工程集約・コストダウンと精度確保のバランスをとった提案を受けやすくなります。
2. マシニングセンタで実現できる加工とその活用シーン
ここでは、マシニングセンタで具体的にどのような加工ができるのか、そしてどのような場面で活用すべきかを整理します。穴あけ・輪郭加工・三次元形状といった代表的な機能を、治具制作や金型製作、一般部品加工の観点から解説し、外注先選定の参考にしていただくことが目的です。
2-1. 穴あけ加工の精度と再現性
マシニングセンタの基本は、ドリル・リーマ・エンドミルを用いた穴あけ加工です。テーブルと主軸の位置決め精度が高いため、多数の穴を高い位置精度で繰り返し加工できるのが強みです。ボルト穴ピッチ、ダウエルピン穴、位置決めブッシュ用の下穴などは、この「位置決め精度と再現性」が製品品質に直結します。
- 多数の穴を一度の段取りで加工できる
- NCプログラムでピッチや座標を正確に制御できる
- 治具ベースのピン穴・ブッシュ穴の位置関係を安定して再現可能
- リーマ加工やボーリング加工により、穴径精度も確保しやすい
特に溶接治具・組付け治具では、「毎回同じ位置で固定できる再現性」が重要になるため、マシニングセンタによる穴あけ加工が適しています。
2-2. 輪郭加工の自由度
マシニングセンタは、XY軸(+Z軸)の同時制御により、さまざまな輪郭形状を加工できます。単純な四角・円形だけでなく、R形状やテーパー、ポケット形状なども、CAMと組み合わせることで高い自由度を持って加工可能です。
| 輪郭加工例 | 活用シーン |
|---|---|
| 外形の四角・円形・多角形 | プレート・ブラケット・カバー類 |
| 段付き形状・テーパー形状 | 位置決め治具・金型入れ子の逃げ加工 |
| ポケット・リブ・スロット | 軽量化治具・重量低減を狙った設計 |
| R付き輪郭・曲線形状 | 外観部品・手触り重視のデザイン部品 |
こうした輪郭加工の自由度は、ガレージブランドや個人ブランドの外観部品、筐体部品の試作などにも活かしやすく、「見た目」と「機能」を両立した部品づくりを支えます。
2-3. 三次元形状加工の可能性
3D対応のマシニングセンタとCAMを組み合わせることで、金型のキャビ・コアや、自由曲面を持つ部品も加工できます。治具制作の現場でも、部品の外形に合わせた3D当て面や、曲面形状のクランプブロックなど、三次元形状が必要になるケースは増えています。三次元形状加工では、「工具経路の設計」と「素材・熱処理・仕上げ工程(研磨や放電など)」の組み合わせが品質を左右します。
- 金型キャビ・コアの荒取り〜仕上げ加工
- 試作筐体の3D外観形状の削り出し
- 曲面ワークを面で押さえる当て治具の製作
- 軽量化のための肉盗み形状(リブ・ポケット)の3D加工
イコマ工業のように、マシニングセンタと他工程(研削・放電など)を組み合わせて対応できる会社であれば、三次元形状と高精度面精度を両立した提案も可能になります。
3. 複合加工機で実現できる加工と工程集約のメリット
ここからは、複合加工機ならではの強みと、工程集約による複合加工のメリットをより具体的に掘り下げます。旋削+ミーリングの一体運用、段取り回数削減による精度向上、そして複雑形状の一体加工による納期短縮について、外注担当者の判断材料となるポイントを整理します。
3-1. 旋削加工とミーリング加工の一体運用
複合加工機の最大の特徴は、「1台の機械で旋削加工とミーリング加工を連続して行える」点にあります。シャフト+フランジ、丸材からの角物ホルダー削り出し、偏芯形状を持つ治具ベースなどでは、この一体運用が大きな威力を発揮します。
| 工程 | 従来(旋盤+マシニング) | 複合加工機 |
|---|---|---|
| 外径・内径・端面加工 | NC旋盤で加工 | 複合加工機(旋削機能)で加工 |
| フランジ面加工 | マシニングへ付け替え | 同一チャッキングで加工 |
| ボルト穴・キー溝 | マシニングで追加加工 | 複合加工機(ミーリング)で連続加工 |
| 総工程 | 2〜3台の機械+段取り | 1台+1回のチャッキングで完結 |
このように、旋盤とマシニングの作業を一体化することで、段取り工数の削減だけでなく、基準の一貫性を保ったまま加工できる点が、大きな複合加工のメリットとなります。
3-2. 段取り回数の削減による精度向上
段取りとは、「ワークを機械に固定し、基準を合わせる作業」です。この段取りが増えるほど、どうしても「チャッキングごとのズレ」「人による差」「治具の誤差」が累積していきます。複合加工機では、1回のチャッキングで旋削〜ミーリング〜穴あけまで完了できるため、段取り回数を最小限に抑えられます。
- チャッキング1回で多工程を完結し、芯ズレ・平行度のばらつきを低減
- クランプ位置が変わらないため、幾何公差(同軸度・同心度・直角度)が安定
- 測定基準がシンプルになり、検査工程の負荷も軽減
- 量産だけでなく、1個〜数十個の小ロットでも高い再現性を確保
治具制作や精密部品の外注では、「図面どおりの公差を安定して守れるか」が最重要です。段取り回数削減による精度向上は、そのための非常に有効なアプローチです。
3-3. 複雑形状の一体加工による納期短縮
複合加工機は、複雑形状の「一体加工」にも向いています。たとえば、従来は「シャフト」「フランジ」「ブラケット」をそれぞれ別部品として加工し、ボルトや溶接で組み立てていた構造を、一本の丸材から一体削り出しに変更する、といった設計変更が可能になります。これにより、
| 項目 | 従来の分割構造 | 一体加工(工程集約) |
|---|---|---|
| 部品点数 | 複数 | 1点に集約 |
| 組立工数 | ボルト締結・溶接・調整が必要 | ほぼ不要(取付のみ) |
| 納期 | 各部品加工+組立のリードタイム | 一体加工のリードタイムのみ |
| 精度 | 組立誤差が発生 | 加工精度で位置関係を確保 |
といった違いが生まれ、納期短縮だけでなく、長期的なメンテナンス性・位置決め再現性の向上にもつながります。工程集約・コストダウンと機能向上を同時に狙えるため、開発段階から複合加工機を前提にした設計を検討する価値があります。
4. 工程集約で精度と納期を両立するための考え方
ここでは、実際に外注時・工程設計時に「工程集約をどう考えるか」を整理します。加工工程の整理と見える化、素材形状の選定と歩留まり、公差と要求精度の設定という3つの観点から、精度・納期・コストのバランスを取るための実務的なポイントを解説します。
4-1. 加工工程の整理と見える化
工程集約を検討する前に、「今どのような工程で作っているのか」を整理・見える化することが重要です。既存の図面・工程表・外注先リストをもとに、どの工程がどの設備で、何回の段取りで行われているかを書き出してみます。
- 現在の工程フロー(例:素材切断→旋盤→マシニング→研削→組立)を書き出す
- 各工程での段取り回数・リードタイム・外注費を可視化する
- 「丸物中心」「角物中心」「複合形状」のどこに属するかを分類
- 複合加工機でまとめられそうな工程をピックアップ
こうした見える化をした上で、イコマ工業などの加工会社に相談すると、「ここからここまでを複合加工機に集約できます」「この治具はマシニングと5軸の組み合わせが適切です」といった、具体的な改善提案を受けやすくなります。
4-2. 素材形状の選定と歩留まりの考え方
工程集約を行う際は、「どの素材形状から加工をスタートするか」も重要なポイントです。丸材から角材を削り出すのか、角材・プレートから必要な部分だけを削るのかで、歩留まり(材料の有効活用度)と加工時間が大きく変わります。
| 素材形状 | メリット | デメリット |
|---|---|---|
| 丸材スタート | 旋削+ミーリングで工程集約しやすい。 軸物・フランジ・治具ホルダーに向く。 |
角材部は削り量が増え、材料歩留まりがやや悪くなる。 |
| 角材・プレートスタート | マシニングでの輪郭加工・穴あけが中心なら効率的。 材料取りもシンプル。 |
同軸度が必要な丸物部があると、別工程(旋盤)が必要になりがち。 |
「材料費>加工費」となる大物・高価材料では歩留まり重視、「加工費>材料費」となる小物・少量品では工程集約重視、といったように、案件ごとのバランスを考えながら素材形状を決めることが、結果的な工程集約・コストダウンにつながります。
4-3. 公差と要求精度の適切な設定
図面上の公差設定が過剰だと、不要な工程が増え、コストと納期に大きな影響を与えます。「本当に±0.01mmが必要なのか」「表面粗さはどの程度まで求められるのか」「どの面同士の位置関係が重要なのか」を、設計と製造で共有することが重要です。
- 重要な基準面・基準穴にはしっかりと幾何公差を設定
- 重要度の低い箇所は一般公差にとどめて工程を簡素化
- 研削・ワイヤーカット・ジグボーラーが必要な部分を限定
- 試作段階では少し緩めの公差で加工し、実機評価後に最適化
イコマ工業のような加工現場に相談すれば、「この公差なら複合加工機のみで対応可能です」「ここだけ研削を入れた方がトータルで精度とコストのバランスが良いです」といった、実務的なアドバイスが得られます。
5. マシニングセンタと複合加工機を活用して工程集約で精度と納期を両立させる依頼のポイント
最後に、実際にイコマ工業のような加工会社へ相談・見積依頼を行う際のポイントをまとめます。
図面が固まっていない段階でも、「用途」「必要精度」「数量」「希望納期」「予算感」を共有することで、マシニングセンタ・複合加工機・5軸加工機・研削などをどう組み合わせればよいか、工程集約を前提にした提案が受けやすくなります。
また、「現在はこういう工程で作っているが、複合加工のメリットを活かして工程集約・コストダウンや短納期化ができないか」といった相談も歓迎されます。
加工方法や設備の選定に迷ったら、「こういう形状・精度・数量だが、最適な加工方法を提案してほしい」と率直に依頼することが、結果的に精度・納期・コストのバランスが良いモノづくりにつながります。
まとめ
マシニングセンタと複合加工機を適切に使い分けることで、工程集約・コストダウンと加工精度の両立が実現しやすくなります。旋削とミーリングを一体化する複合加工のメリットは、段取り替えの削減、位置ずれリスクの低減、短納期対応のしやすさにあります。工程の整理や公差の見直し、素材形状の選定を行うことで、過剰品質を避けながら必要な精度を確保でき、結果としてトータルコストの最適化につながります。
どの設備・加工方法を選ぶべきか判断が難しい場合は、早い段階で図面や要件を共有いただくことで、イコマ工業から最適な加工プロセスと見積をご提案可能です。金属加工や金型製作、試作、短納期でお困りの担当者様は、まずはお気軽にご相談ください。